

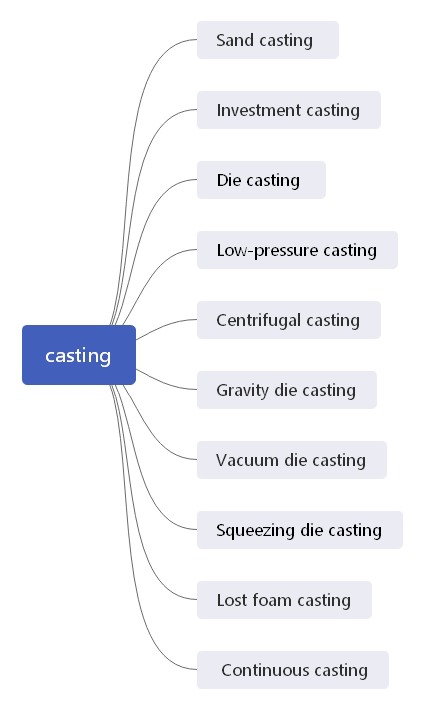
Подробная классификация отливок
Подробная классификация отливок
Литье - это производственный процесс, при котором жидкий материал обычно заливается в форму, которая содержит полую полость желаемой формы, а затем ей дают затвердеть.
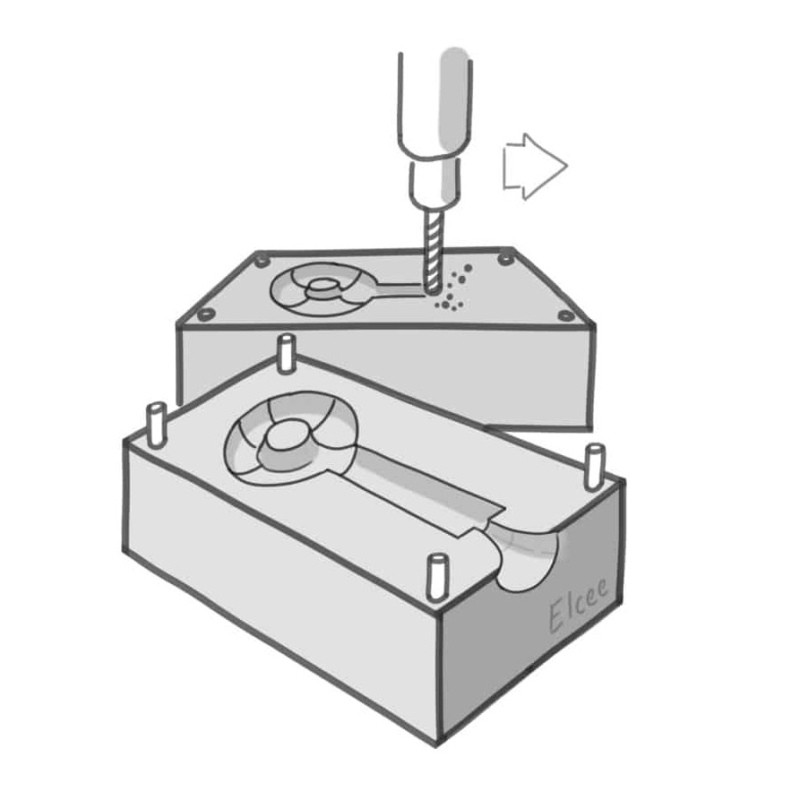
№ 1 литье в песчаные формы

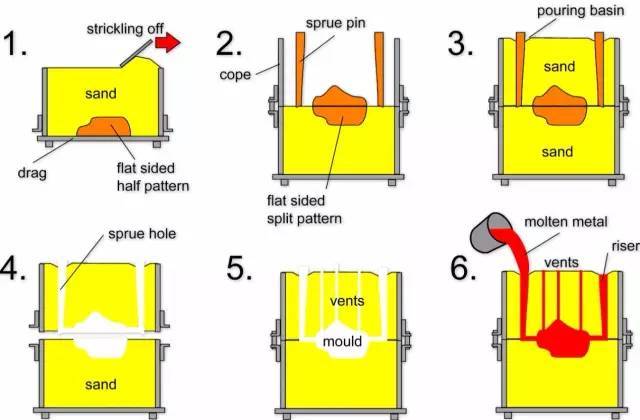
Литье в песчаные формы, также известное как литье в песчаные формы, представляет собой процесс литья металла, характеризующийся использованием песка в качестве материала формы. Большинство металлов, таких как сталь, нержавеющая сталь и т. Д., Могут быть получены путем литья в песчаную форму.
Технический процесс:
Технические особенности:
1. Подходит для изготовления сложных форм, особенно заготовок со сложными внутренними полостями.
2. Широкая технологичность и низкая стоимость.
3. Для некоторых материалов с плохой пластичностью, таких как чугун, литье в песок является процессом формования деталей или заготовок.
Заявка:
Отливки для блока цилиндров двигателя, головки блока цилиндров, коленчатого вала и др.
№ 2 Инвестиционный кастинг:

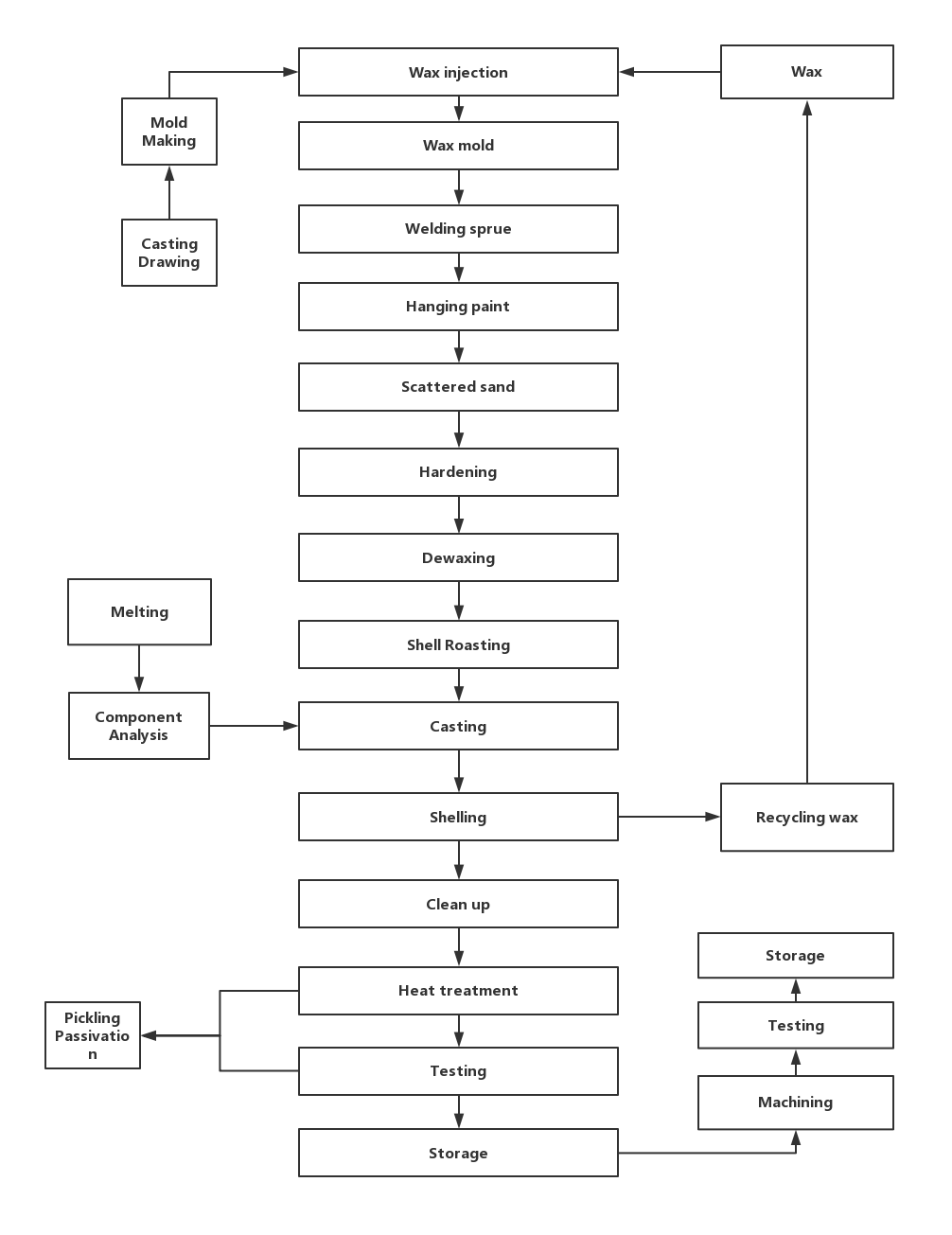
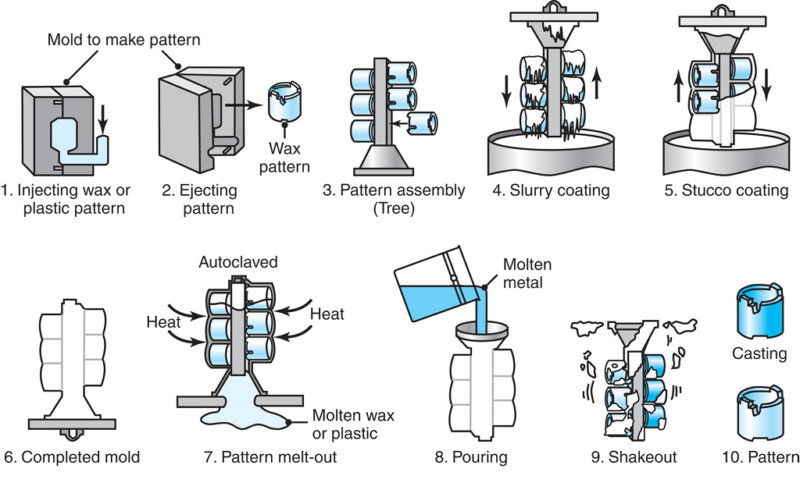
Методика изготовления небольших точных отливок из тугоплавких сплавов с использованием формы, сформированной вокруг рисунка из воска или подобного материала, который затем удаляется плавлением. Это промышленный процесс, основанный на литье по выплавляемым моделям, одной из старейших известных технологий формовки металла.
Технический процесс:
Технические особенности:
Преимущество:
1. Высокая точность размеров и геометрическая точность;
2. Высокая шероховатость поверхности;
3. Он способен лить отливки со сложным внешним видом, и литейные сплавы не ограничены.
Недостатки:
Сложные процедуры и высокая стоимость
Заявка:
Он подходит для производства мелких деталей со сложной формой, высокими требованиями к точности или трудными для выполнения другой обработки, такой как лопасти турбинных двигателей.
№ 3 Литье под давлением

Литье под давлением - это процесс литья металла, который характеризуется нагнетанием расплавленного металла под высоким давлением в полость формы. Полость пресс-формы создается с использованием двух штампов из закаленной инструментальной стали, которые были обработаны по форме и работают во время процесса аналогично пресс-форме для литья под давлением.
Технический процесс:
Технические особенности:
Преимущество:
Высокоскоростное производство
Точность размеров и стабильность
Сила и вес
Несколько методов отделки
Упрощенная сборка
Недостатки:
Не применяется для металлов и сплавов с высокой температурой плавления (например, сталей)
Большие детали не могут быть отлиты.
Высокая стоимость штампа.
Слишком долгое время выполнения заказа.
Некоторые газы могут быть захвачены в виде пористости.
Заявка:
Литье под давлением наиболее подходит для отливки деталей среднего размера со сложными деталями. Литье под давлением является крупнейшей техникой литья, которая используется для производства потребительских, коммерческих и промышленных товаров, таких как автомобили, игрушки, детали смесителя, корпуса разъема, зубчатых колес и т. Д. Большинство литейных форм изготавливают из цветных металлов, таких как алюминий, магний. , и т.д.
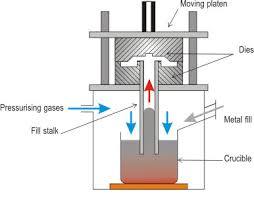
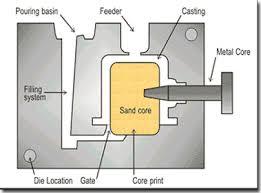
№ 4 Литье под низким давлением
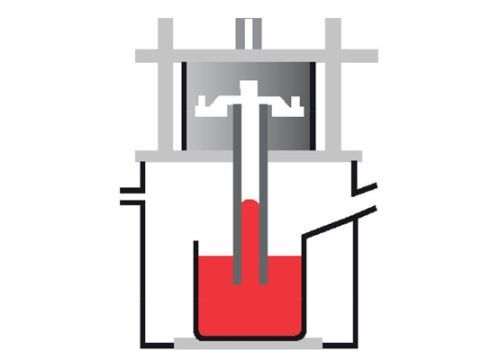
Литье под низким давлением - это процесс, при котором керамическая труба соединяется со стальной фильерой сверху и проходит вниз в печь с расплавленным металлом. ... Как только отливка затвердела, давление воздуха снижается, что позволяет остальному металлу, все еще находящемуся в жидкой форме в трубе, возвращаться обратно в печь.
Процесс низкого давления:
Преимущества:
1. Возможно литье достаточно сложных изделий, чем это возможно при гравитационном литье под давлением благодаря точному инструменту, используемому для литья.
2. Высокая эффективность производства достигается благодаря тому, что весь процесс практически полностью автоматизирован.
3. Литая деталь может иметь очень хорошую чистоту поверхности после финишной обработки.
4. Может достигать очень малой толщины стенки, впрыскиваемый жидкий металл под высоким давлением может легко заполнить полость.
5. Лучшие механические свойства и более жесткие допуски на размеры, чем в других процессах литья.
6. Экономичен как для небольших, так и для больших объемов производства.
Недостатки:
1. Там может быть стоимость установки для небольших количеств деталей, но в настоящее время эта стоимость в Китае низкая
2. Ограничение производительностью литейной машины.
3. Он не подходит для всех материалов, так как из-за ограничений используемые сплавы должны иметь низкую температуру плавления.
4. Термическая обработка затруднена и пористость является обычной.
заявка
Этот процесс был создан для производства осесимметричных деталей, таких как автомобильные колеса.
Однако благодаря использованию песчаных сердечников внутри матрицы, он также хорошо подходит для изготовления деталей с полыми профилями и сложной геометрией.
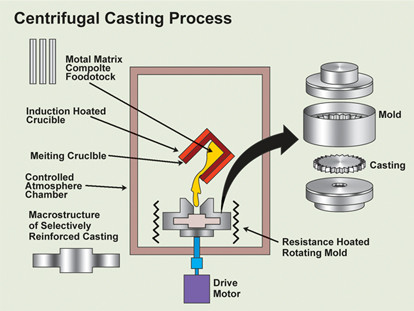
Центробежное литье № 5

Способ литья, при котором расплавленный металл заливается во вращающуюся форму и заполняется формой под действием центробежной силы для затвердевания и формования.
Технический процесс
Технические особенности:
Преимущество:
1. Практически отсутствует расход металла в стробирующей системе и в стояковой системе, что повышает производительность процесса;
2. Сердечник можно использовать при производстве полых отливок, поэтому способность к металлическому наполнению может быть значительно улучшена при изготовлении длинных трубчатых отливок;
3. Литье имеет высокую плотность, меньше дефектов, таких как поры и шлаковые включения, и высокие механические свойства;
4, легко изготовить цилиндры, наборы из композитных металлических отливок.
Недостаток:
1. Существуют определенные ограничения при использовании для изготовления фасонных отливок;
2. Диаметр внутреннего отверстия отливки не точный, поверхность внутреннего отверстия шероховатая, качество низкое, а припуск на обработку большой;
3. Отливки склонны к разделению удельного веса.
Заявка:
Центробежное литье раньше использовалось для производства литых труб. В стране и за рубежом процессы центробежного литья используются в металлургии, горнодобывающей, транспортной, ирригационной и дренажной технике, авиационной, национальной оборонной, автомобильной и других отраслях промышленности для производства стальных, чугунных и цветных углеродистых сплавов. Среди них более распространено производство отливок, таких как центробежные чугунные трубы, гильзы цилиндров двигателя и втулки.
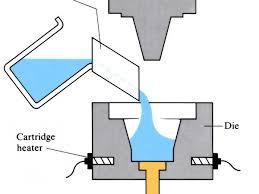
№ 6 гравитационного литья под давлением
Гравитационное литье под давлением относится к способу формования, при котором жидкий металл заполняется металлической формой под действием силы тяжести и охлаждается и затвердевает в форме для получения отливки.
Технический процесс:
Технические особенности:
Преимущество:
1. Теплопроводность и теплоемкость металла такого типа велики, скорость охлаждения высокая, структура отливки плотная, а механические свойства примерно на 15% выше, чем у отливки из песка.
2. Он может получать отливки с более высокой размерной точностью и меньшей шероховатостью поверхности, а также имеет хорошую стабильность качества.
3, из-за использования и редко использовать песчаный сердечник, улучшить окружающую среду, уменьшить пыль и вредные газы, снизить трудоемкость.
Недостатки:
1. Тип металла сам по себе не имеет газопроницаемости, и должны быть приняты определенные меры для получения воздуха, генерируемого полостью, и газа, генерируемого песчаным ядром;
2. Тип металла не имеет отталкивающих свойств, и отвердевание склонно к растрескиванию при затвердевании;
3. Тип металла имеет длительный производственный цикл и высокую стоимость. Поэтому только при большом количестве серийного производства можно показать хорошие экономические результаты.
Заявка:
Литье металла подходит для массового производства отливок из цветных сплавов, таких как алюминиевые сплавы и магниевые сплавы сложной формы, а также отливок и слитков для производства стали и металла.
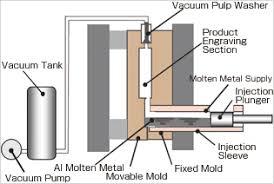
№ 7 Вакуумная литье под давлением

Воздушные отверстия и растворенные газы при литье под давлением устраняются или значительно уменьшаются за счет удаления воздуха из полости в процессе литья под давлением.
Таким образом, передовая технология литья под давлением может улучшить механические свойства и качество поверхности отливок.
Технологический процесс:
Технические особенности:
Преимущество:
Устранить или уменьшить воздушные отверстия в деталях для литья под давлением, улучшить механические свойства и качество поверхности отливок, улучшить характеристики покрытия.
Чтобы уменьшить неблагоприятное давление в полости, можно использовать сплавы с низким удельным давлением и плохими литейными свойствами, возможно литье под давлением больших отливок с помощью небольших машин.
Улучшенные условия заполнения. Тонкое литье может быть отлито под давлением.
Недостаток:
Уплотнительная структура пресс-формы сложна, сложна в изготовлении и установке, поэтому стоимость выше
Вакуумное литье не контролируется должным образом, эффект не очень заметен.
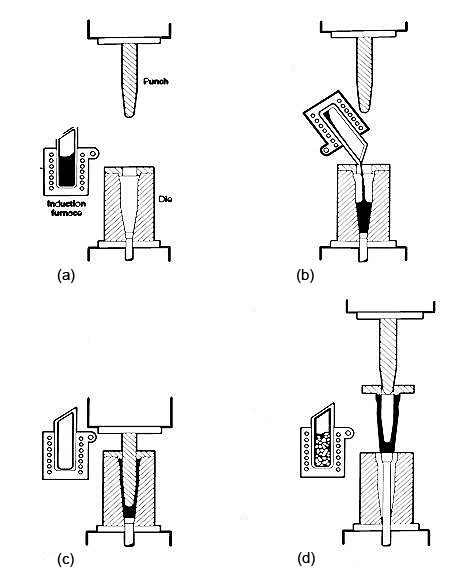
№ 8 Сжимая литья под давлением
Это метод, при котором жидкий или полутвердый металл затвердевает и образует поток под высоким давлением, чтобы непосредственно получить заготовку или рабочую поверхность. Он имеет преимущества высокой степени утилизации жидкого металла, простоты процесса и стабильного качества. Это энергосберегающая технология формовки металла с потенциальной перспективой применения.
Технический процесс:
Классификация:
Прямой сжимающий кастинг:
Аэрозольная краска, разливочный сплав, зажим пресс-формы, сырье, заполнение пресс-формы, накачивание, поддержание давления, декомпрессия, расщепление пресс-формы, демонтаж заготовки, восстановление.
Непрямое отжимное литье:
Sparypaint, закрепление пресс-формы, исходное сырье, заполнение пресс-формы, накачивание, поддержание давления, декомпрессия, расщепление пресс-формы, деформирование заготовки, восстановление.
Техническая характеристика:
Это может устранить внутренние дефекты, такие как отверстие для воздуха, полость усадки и пористость
Низкая шероховатость поверхности, высокая точность размеров.
Это может предотвратить образование трещины литья
Легко реализовать механизацию и автоматизацию
Заявка:
Может использоваться для производства различных типов сплавов. Такие как алюминиевый сплав, цинковый сплав, медный сплав, ковкий чугун и так далее.
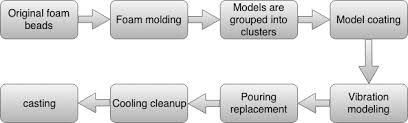
№ 9 литье по выплавляемым моделям (также известное как литье в твердую форму):
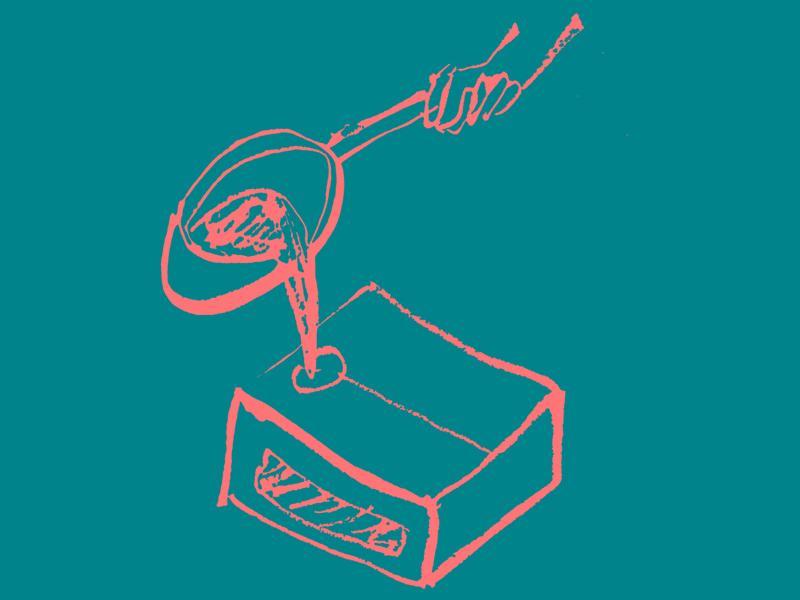
Это новый метод литья, при котором модели из парафина или пены схожи по размеру и форме отливки и образуют связки между собой, образуя кластеры моделей, смазывают огнезащитным покрытием и высушивают их, закапывают в сухой кварцевый песок и вибрируют, заливают их под отрицательным давлением. , газифицируйте модель, занимайте положение модели с жидким металлом, затвердевайте и охлаждайте отливку.
Технический процесс:
Техническая характеристика:
Высокая точность литья. Нет песчаной сердцевины, Сокращение времени обработки.
Отсутствие разъемной поверхности, гибкий дизайн, высокая степень свободы
CP (Cleaner Production), без загрязнения окружающей среды;
Сократить инвестиционные и производственные затраты
Заявка:
Подходит для всех видов точного литья со сложной структурой, нет ограничений по типу сплава и количеству выпускаемой продукции. Например, коробка двигателя из серого чугуна, колено из высокой марганцевой стали.
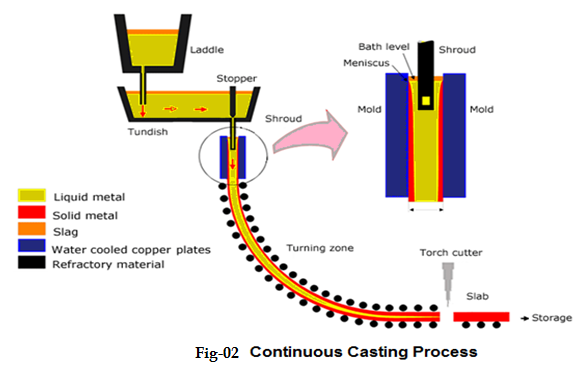
№ 10 Непрерывное литье

Это продвинутый метод литья. Принцип состоит в том, что расплавленный металл непрерывно разливают в специальную металлическую форму, называемую кристаллизатором, и отвержденный (корочный) отлив непрерывно вытягивают из другого конца кристаллизатора, чтобы получить отливку любой длины или указанной длины.
Технический процесс :
Техническая характеристика :
Поскольку металл охлаждается быстро, кристаллизация уплотнения, хорошо закрытое образование, хорошие механические характеристики
Сохраните металл, увеличьте урожай.
Упрощает процесс, освобождает от моделирования и других процедур, тем самым снижая трудоемкость; Требуемая производственная площадь также была значительно сокращена;
Производство непрерывного литья легко достичь механизации и автоматизации, повысить эффективность производства
Заявка:
Непрерывное литье может использоваться для литья. Длинное литье с постоянной формой сечения из чугуна, медного сплава, алюминиевого сплава, магниевого сплава и т. Д., Таких как слитки, слябы, заготовки, трубы и так далее.
 ZEHAN MACHINERY
ZEHAN MACHINERY 

